
 Резиновая резиновая покрывающая машина представляет собой автоматическое интегрированное оборудование для обертывания и обертывания резины на поверхности резинового рулона, что значительно повышает эффективность производства резинового рулона при обработке и производстве резиновых рулонов. Это механическое оборудование для автоматической обертывания и обертывания резины при обработке резинового рулона.
Резиновая резиновая покрывающая машина представляет собой автоматическое интегрированное оборудование для обертывания и обертывания резины на поверхности резинового рулона, что значительно повышает эффективность производства резинового рулона при обработке и производстве резиновых рулонов. Это механическое оборудование для автоматической обертывания и обертывания резины при обработке резинового рулона.
1. Определение имени
Что такое резиновая машина для покрытия ролеров? Это оборудование представляет собой своего рода оборудование для формирования резиновых кроватков, в котором используется экструдер для вытягивания пленки определенной толщины и ширины и заморозить его на сердечнике резинового вала в упорядоченном и наклонном образом. Машина для обмотки резинового рулона может не только улучшить качество резинового покрытия резиновых кроватков, нанести резину с различной толщиной на рулонные ядра различных диаметров, сокращать время производства, улучшить степень автоматизации, уменьшить количество операторов, но также решить проблему, что механизация и автоматизация обработанного оборудования не могут быть реализованы из -за неопределенности продуктов и разнообразных размеров и характеристик в производстве резиновых ролловых. У этого есть отличная перспектива рынка и доверие клиентов.
2. Требования к применению
Процесс производства резинового рулона обычно состоит из трех основных переработков: образование резинового рулона, вулканизация резины и обработка поверхности. Ссылка образования резинового рулона является очень важной начальной частью, которая представляет собой процесс покрытия сердечника металлического вала резиной. Если в этой ссылке возникает проблема, произведенный резиновый рулон вряд ли может соответствовать ожидаемым требованиям. С разработкой домашних экструдеров, литья инъекционного литья и других технологий, производственная линия COTS постепенно вступила в путь механизации и автоматизации. Из -за различных требований к кейтам есть какие -либо примеси, песчаные отверстия и пузырьки, не говоря уже о * *, дефектах, трещинах и местных мягких и жестких различиях, поэтому требования к литьям литья кровь становятся все более строгими. Производительность применения рынка машины для обмотки COTS соответствует целью достижения тона, весь процесс литья с резиновым рулоном принимает одинаковую скорость, стандартную прочность, стабильную резиновую обмотку и другие выступления, которые завоевали признание и доверие рынка.
3. Принцип работы
Затяните один конец рулонного ядра, который будет покрыт тремя челюстными патронами на головке рулонного слоя резиновой обмотки машины, а другой поддерживается тем, что установлен на конце рулона. Когда резиновое рулонное ядро обернуто, сначала запустите рулон, и три челюстного патрона начинают двигаться в однородном круговом движении, в то время как приводное рулонное ядро вращается. В процессе низкоскоростного вращения рулонного сердечника запустите резиновый экструдер, а также пластифицируйте и выдавлируйте резиновую полоску с однородно формой через экструдер с холодным кормлением, резиновая полоса передается в механизм обмотки через механизм передачи резиновой полосы и направляющий ролик, чтобы запустить оморок и покрывать резиновое рулоно. Процесс обмотки ролик -сердечника с помощью клейкой ленты на самом деле является результатом комбинации двух движений.
Если резиновая полоса с определенной шириной и толщиной вращается с постоянной скоростью вокруг оси x (резиновая ось рулона) на поверхности рулонного ядра, а механизм обмотки перемещается по прямой линии вдоль оси x, резиновая полоса будет регулярно прилипать к рулонному сердечнику. Различная толщина резинового рулона может быть достигнута путем подачи механизма обмотки резинового рулона вдоль оси Y (резиновое радиальное направление).
Чтобы соответствовать толщине покрытия, необходимой для обмотки резинового рулона, необходимо управлять толщиной обмотки резиновой полосы экструдера в осевом положении резинового рулона, то есть количество перекрытия между резиновой полосой и резиновой полосой. Чем больше количества перекрытия, тем толще толщина обмотки и чем меньше количество перекрытия, тем разбавится толщина обмотки. Скорость перевода машины для обмотки резинового рулона непосредственно определяет размер количества перекрытия по отношению к скорости вращения сердечника рулона.
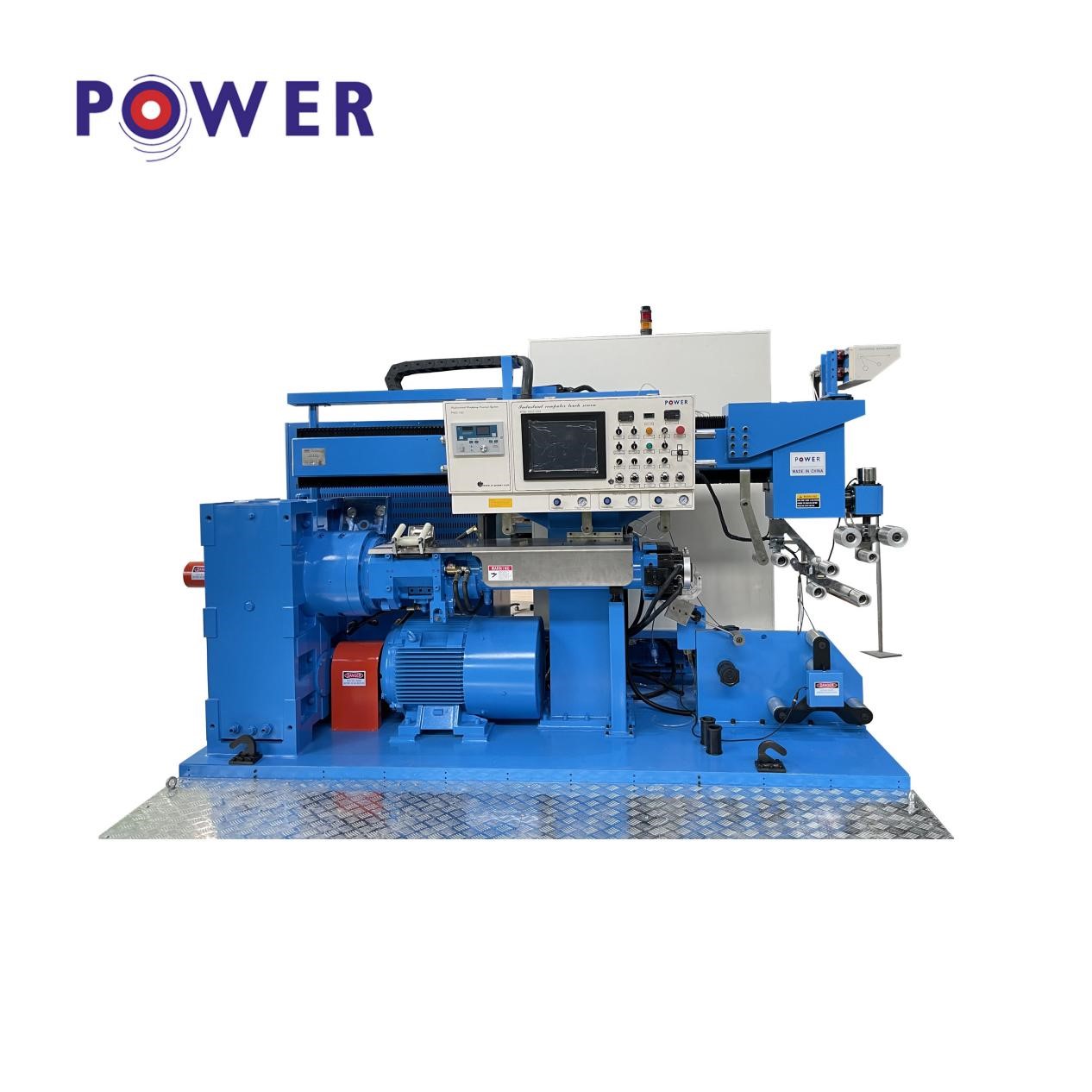
4. Состав оборудования
Основные компоненты машины для обмотки резинового рулона PTM включают в себя: резиновый экструдер с холодным кормлением, платформу для ходьбы, обмоточное устройство, конвейер резинового стриптиза, роликовое слое и мощный двигатель соответствующего оборудования.
(1) Резиновый экструдер с холодным кормлением в основном используется для приготовления резиновых полос с определенной конечной формой для производства обертывания резинового рулона. Это характеризуется тем, что добавленная резина может быть напрямую питаться без предварительного нагрева, а объем экструзии большой, температура разряда низкая, стоимость объема экструзии единицы низкая, потребление энергии низкое, а экструдированные резиновые полоски однородны и плотные.
(2) Во время обмотки резинового рулона платформа для движения должна перемещаться по поршневой прямой линии вдоль радиального направления рулонного ядра, а смещение и скорость платформы должны контролироваться. Он управляется сервоприводом и водителем сервопривода с быстрой скоростью и высокой точностью управления.
(3) Устройство обертывания клея является основной частью машины резиновой обмотки. Он не только покрывает резиновое рулон, но также покрывает конечную поверхность резинового рулона. Когда обмоточное устройство перемещается вдоль оси рулонного ядра к конечной поверхности рулонного сердечника и положения перехода оси, ролик давления, установленное на обмотке, необходимо повернуть на 180 градусов, чтобы приспособиться к положению, параллельной плоскости покрытия, чтобы запустить работу покрытия.
(4) Механизм передачи клейкой ленты состоит в том, чтобы изменить направление передачи клейкой ленты, когда повернут осевое положение поверхности и конечного лица омореливого резинового рулона, а клейкая лента отклоняется или падает. Механизм передачи клейкой ленты требуется не только для того, чтобы иметь возможность переносить клейкую ленту, но и регулировать положение, чтобы гарантировать, что клейкая лента не отклоняется и не упала.
(5) Кровать ролика выглядит как обычный горизонтальный токарный станок и в основном состоит из основания, головки кровати, корпуса кровати, хвостовой банкноты и системы передачи. В конце кровати установлен три челюстного патрона, а в конце кровати установлен подвижный патрон для легкого зажима. Система передачи принимает байксискую игольчатую игольчатую редуктора, который управляется цепью. Подшипник добавляется на головку кровати и хвостовой баллончик кровати, который в основном используется для поддержки роликового слоя, так что резиновый рулон большого диаметра может повредить роликовую кровать.
Время публикации: сентябрь-27-2022





